

| THIF-502PAG淬火液产品图片 | |
|---|---|
 |
 |
| 常温下淬火剂的10%工作液 | 加热淬火剂至74℃逆溶点析出 |
| 项目 | 技术指标 | ||||
|---|---|---|---|---|---|
| 外观(原液) | 无色至浅黄色透明液体 | ||||
| 密度(25℃,g/cm3) | 1.07 | ||||
| PH值 | 9.00-10.00 | ||||
| 粘度(40℃,cst) | 原液 | 280±20 | |||
| 水溶液(37.8℃,cst) | 5% | 1.17 | |||
| 10% | 1.90 | ||||
| 20% | 4.31 | ||||
| 30% | 8.50 | ||||
| 防锈性 | ≥5%具有良好的防锈性 | ||||
| 水溶性 | 74℃逆溶析出,74℃以下溶于水 | ||||
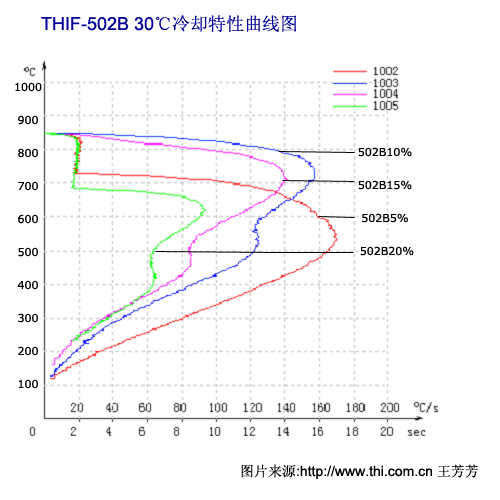
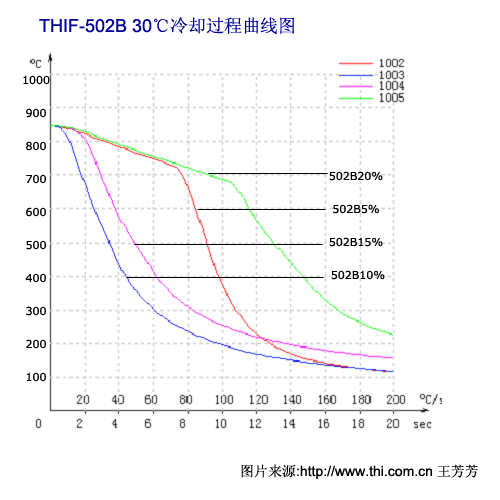
| 淬火剂特性曲线图 | 淬火剂冷却过程曲线图 |
|---|---|
|
|


| 表部分钢种适合的浓度表(参考值) | |||||
|---|---|---|---|---|---|
| 5% | 10% | 15% | |||
| 30 | T7 | T7 | 40Mn2 | 40Mn2 | GCr15SiMn |
| 35 | T8 | T8 | Gcr15 | Gcr15 | 50CrVA |
| 45 | T10 | T10 | 65Mn | 65Mn | 50Mn2 |
| 45b | T12 | T12 | 60Si2Mn | 60Si2Mn | 50CrMn |
| 50 | 40Mn | 40Mn | 40Mn2V | 40Mn2V | 50CrMnVA |
| 30mn | 40Cr | 40Cr | GCr9SiMn | GCr9SiMn | 40CrMoB |
| 60 | Gcr9 | Gcr9 | 42SiMn | 42SiMn | 38CrMoAL |
| 65 | 30CrMnTi | 30CrMnTi | 50Cr | 50Cr | 55SiMnVB |
| 30Cr | 35CrMo | 35CrMo | 40MnB | 40MnB | - |
| - | 42CrMo | 42CrMo | - | - | - |
| - | Gcr6 | Gcr6 | - | - | - |
| - | 40CrV | 40CrV | - | - | - |
| 渗碳淬火 | |||||
| 15 | 20Cr | 20CrMo | 20CrMnMo | 20CrMnMo | - |
| 20 | 20GV | 20Mn2 | 20crMnTi | 20crMnTi | - |
| - | 20CrNi | 20CrNi | - | - | - |
| 检测淬火液的浓度仪器-折光仪 | |
|---|---|
 |
 |
| 折光仪实物(长约20cm) | 折光仪的读数 |